WP11 – Additive Manufacturing
| WP1 – Project Management and Coordination |
| WP2 – Strategic Communication, Outreach and Sustainability |
| WP3 – Reinforcing Co-creation with Industry |
| WP4 – Superconducting Thin Films for RF Cavities |
| WP5 – Laser Driven Acceleration |
| WP6 – Advanced RF Technologies |
| WP7 – Permanent Magnets |
| WP8 – High-Temperature Superconducting Magnets |
| WP9 – High-Brightness Electron Injectors |
| WP10 – Surface Treatments for Niobium SRF Cavities |
| WP11 – Additive Manufacturing |
| WP12 – Advanced Materials for Accelerators |
Andris Ratkus
“Additive manufacturing offers accelerators unprecedented design freedom and cooling performance, but only if properly adapted to each component. This WP will provide the research and validated know-how to make that adaptation possible.
I hope to see fully functional, beam-tested RFQ and IH-DTL prototypes that demonstrate AM can match or exceed conventional manufacturing performance, alongside a low-loss collector prototype successfully qualified and tested in the electron lens demonstrator, while establishing clear design and post-processing guidelines that the community can reuse.”
Task 11.1: Development of AM for accelerators
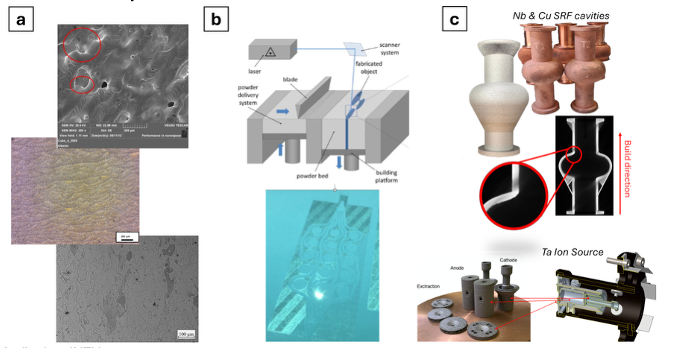
This task addresses gaps in material development (a), LPBF process optimization (b), and AM design strategies for accelerator applications by using refractory materials, copper and copper alloys (c). Sample productions and tests will be dedicated to the applications, materials and gaps where questions like design, mechanical integrity, thermal, and electrical properties, initial surface quality, surface post-processing methods, as well as vacuum compatibility and cooling performance will be targeted. By combining all AM findings useful for the accelerator community in “the updateable guide” format
Task 11.2: Development and testing of RFQ prototype
The task involves designing and fabricating a complete 750 MHz RFQ prototype using LPBF, meeting requirements for alignment, sealing, heat treatment, and precision machining. Building on optimised LPBF processes and finishing treatments on copper samples generated by other tasks running in parallel and on previous experience of I.FAST project, the RFQ will be produced, post-processed, machined, and non-destructively tested. Its performance will be validated through beam testing.
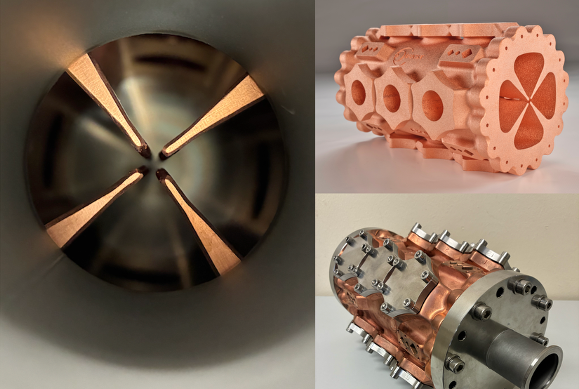
Task 11.3: Development and testing of an IH-DTL prototype
Based on prior experience with IH-structures made from AM copper [1], this task focuses on designing and fabricating a complete 352.2 MHz IH-DTL cavity using LPBF. The RF design will be optimised for high power efficiency with a mechanical design ensuring effective cooling, vacuum sealing, and dimensional accuracy. After fabrication, the IH-DTL cavity will receive post-processing to meet surface, mechanical, and vacuum sealing needs. Tuners and RF couplers will be integrated. Performance will be tested through cavity measurements including vacuum testing, conditioning, and full power RF testing followed by a beam test.
[1] https://doi.org/10.1103/6fp9-dfyk
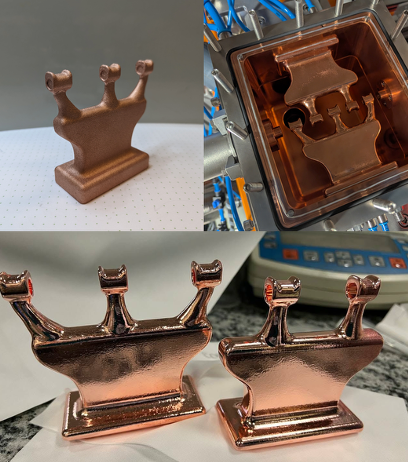
Task 11.4: Pulsed Space Charge Lens Demonstrator
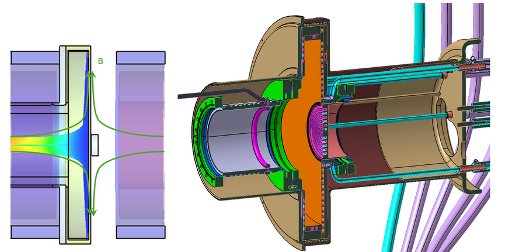
The task includes additively manufacturing and testing a low-loss collector prototype integrated into a pulsed electron lens demonstrator. The collector’s mechanical design is challenging due to the complexity of the cooling system and its dimensions, which require a stepwise design approach including test samples. The prototype will be fabricated, then integrated into the full demonstrator along with an RF-modulated electron gun, magnets, and instrumentation. The low-loss collector will be qualified and tested using this setup.